Nel processo di produzione del pellet di legno, la fessura nella sede della chiavetta della matrice dell’anello è un problema importante, che non solo influisce sull’efficienza produttiva, ma può anche comportare rischi per la sicurezza. Dopo un’attenta osservazione e analisi, abbiamo escluso il materiale della matrice dell’anello e il relativo processo di trattamento termico come causa di questo problema. A giudicare dalla rottura della sede della chiavetta, abbiamo scoperto che la matrice dell’anello ha subito un impatto durante il funzionamento ad alta velocità, quindi abbiamo ipotizzato i fattori che potrebbero portare alla rottura.

Table of Contents
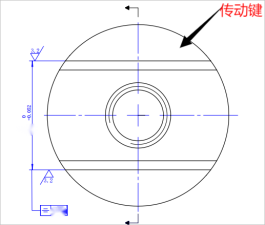
Prima di tutto, rottura della sede della chiavetta dell’anello
1. Il telaio non è sufficientemente fissato.
2. C’è uno spazio tra la sede della chiavetta dell’anello e la chiavetta.
Per risolvere questo problema, possiamo adottare le seguenti misure:
1)Assicurarsi che il telaio sia sufficientemente fissato per evitare l’allentamento e lo spostamento della matrice dell’anello durante il funzionamento.
2)Controllare se è presente uno spazio nella sede della chiavetta della matrice dell’anello e se la chiavetta di trasmissione è installata in posizione e usurata, quindi ripararla o sostituirla in tempo.
3)Controlla lo stato di bloccaggio del telaio ad ogni turno e stringilo in tempo.
Adottando queste misure, possiamo risolvere efficacemente il problema delle crepe nella sede della chiavetta della matrice anulare del granulatore, migliorare l’efficienza produttiva e la qualità del prodotto e ridurre i costi di produzione e i rischi per la sicurezza. Allo stesso tempo, dovremmo anche rafforzare la consapevolezza della manutenzione e della manutenzione delle apparecchiature e controllare e mantenere regolarmente le apparecchiature per garantire il normale funzionamento delle apparecchiature e prolungarne la durata.
In secondo luogo, la parte centrale dell’anello del granulatore si rompe.
La rottura al centro della matrice anulare del granulatore è un difetto comune del granulatore, solitamente causato dall’uso prolungato della matrice anulare, dall’affaticamento del materiale, dall’uso improprio o dall’ingresso di corpi estranei nella camera di pressatura. Quando lo stampo ad anello si rompe, è necessario adottare misure per ripararlo in tempo. Prima di tutto, lo stampo anulare deve essere rimosso per l’ispezione per determinare la posizione e il grado di fessurazione. Se la fessura è leggera si può ricorrere alla saldatura per riempirla e rinforzarla; Se la crepa è più grave, è necessario sostituire una nuova forma ad anello.
Per prevenire la rottura dello stampo anulare, è possibile adottare le seguenti misure:
1. Ispezione regolare dello stampo ad anello: nel processo di produzione, è necessario controllare regolarmente l’uso dello stampo ad anello e individuare e riparare tempestivamente crepe o problemi.
2. Utilizzare materiali di alta qualità: la scelta di materiali di alta qualità può aumentare la durata e la resistenza alla fatica della matrice dell’anello, come l’acciaio inossidabile.
3 Evitare l’uso eccessivo: evitare l’uso eccessivo degli stampi ad anello può ridurre il rischio di affaticamento del materiale e danni meccanici.
4. Rafforzare la formazione degli operatori: rafforzare la formazione degli operatori può migliorare il loro livello di abilità e comprensione del granulatore, riducendo il rischio di uso improprio.
5. Utilizzare l’anello di rinforzo per fissare l’esterno dello stampo ad anello, rinforzare e proteggere lo stampo ad anello dagli impatti esterni.
In breve, la rottura al centro dell’anello del granulatore è un guasto comune, ma può essere ottenuto attraverso un’ispezione regolare e l’uso di materiali di alta qualità. Adeguamento ragionevole dei parametri, evitare un uso eccessivo e rafforzare la formazione degli operatori e altre misure per prevenire e risolvere.